TYPE3安装与设置
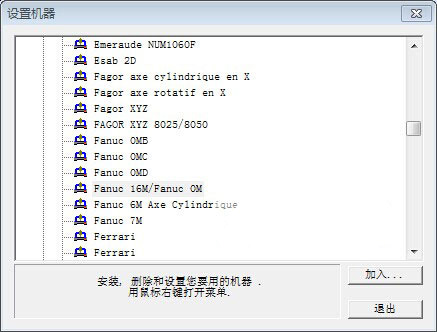
1:在桌面或程序中打开Type3,在打开的“设置机器”中,点击“加入机器”前的“+”号,再展开“CNC机器”,找到“Fanuc 16M/Fanuc 0M”并选择,点击“加入”,如下图所示:
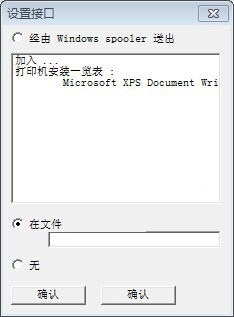
2:在“设置接口”中选择“在文件”并确定。
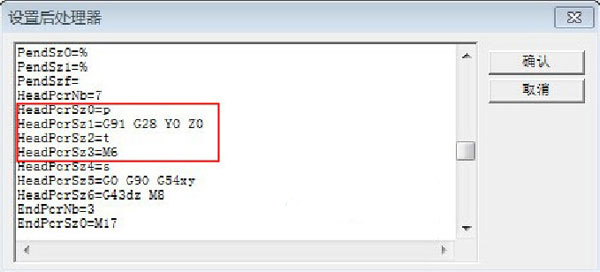
3:在打开的“设置机器”对话框中,首先打开右边的“后处理器”,在“设置后处理器”中找到如下字行:
……
HeadpcrSz0=p
HeadpcrSz1=G91 G28 Y0 Z0
HeadpcrSz2=t
HeadpcrSz3=M6
……
将这4行等号后的字符修改如下:
……
HeadpcrSz0=
HeadpcrSz1=
HeadpcrSz2=
HeadpcrSz3=
……
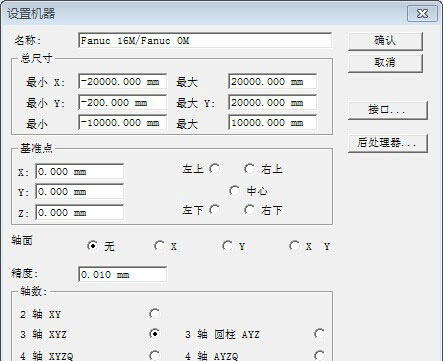
4:回到“设置机器”中,把“总尺寸”下的最小和最大分别修改如下:
x 最小:-20000.00mm 最大:20000.00mm
y 最小:-20000.00mm 最大:20000.00mm
z 最小:-10000.00mm 最大:10000.00mm
单位均为毫米:mm ,确认并退出“设置机器”。
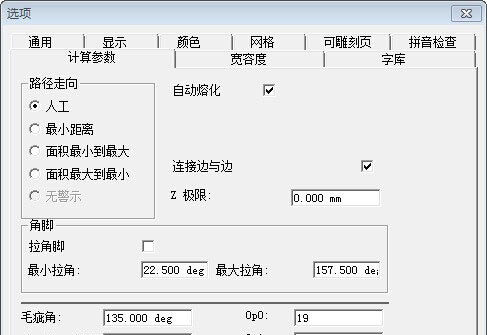
5:Type3软件打开,打开“编辑”下的“选项”,做如下修改:
(1):“计算参数”中,选择“路径走向”下的“人工”;勾选“自动熔化”。
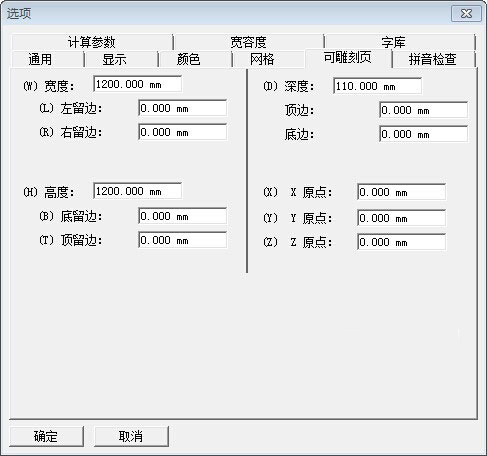
(2):“可雕刻页”中,分别把其中的宽度、高度、深度改为机器幅面的大小,如RS1212型,宽度为1200mm,高度为1200mm,深度为110mm,其余均为0,单位为毫米:mm。确定。
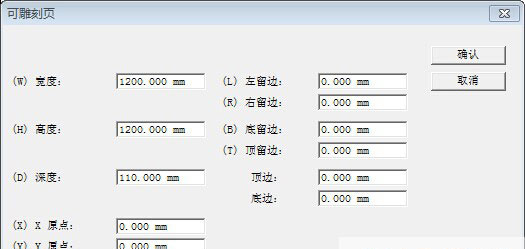
6:打开“更改”下的“可雕刻页”,将其中的宽高深度做同上修改,其余均为0。
7:在Type3中做任意图形,进入“CAM”创建任意刀具路径,机器工作。在“机床工作”中,做如下修改:
(1):打开“份额”,勾选“曲线线段化”,将“Z安全起始位”修改为1mm。
(2):在“机床工作”对话框中,激活“开锁”标志,点选“文件”,确定。
(3):修改“机床工作”框中心位置的参数为5到10,此为加工中的抬刀高度。
8:保存并关闭Type3,软件设置结束。以上设置是初次安装Type3后的必须设置,设置完成后每次使用不需再做此设置,如果工作中出现雕刻机不读文件或报警出错,请检查以上各项设置是否正确。
TYPE3三维浮雕软件功能
1.复杂曲面浮雕投射支持将浮雕包裹至异形曲面(如球体、波浪面),曲面数据可从CAD文件导入或通过三坐标扫描仪直接采集。
2.智能矢量化转换
驱动扫描仪获取实物图像,自动提取轮廓并转换为可编辑矢量路径,支持节点手动微调。
3.三维刀具路径优化
动态计算锥形、球形等刀具的切削轨迹,优化加工效率,减少空刀路径,输出.nc/.u00等机器代码。
4.照片转浮雕引擎
将JPG/PNG位图转化为3D浮雕模型,通过Z轴高度参数(0.1-10mm)控制立体感,适用于徽章、纪念牌设计。
5.批量浮雕加工
对同一模型自动分层计算粗精加工路径,支持设置“叠减”策略处理多层次结构(如叶脉凹陷)。‘
TYPE3三维浮雕软件特色
1.工业级精度控制浮雕框分辨率与线数联动(X/Y轴500线=50mm×0.1mm),确保曲面光洁度。
2.可视化刀具模拟
CAM模块提供ISO三维视角预览切削过程,实时检测刀具碰撞风险。
3.材质适配算法
根据木材、金属、亚克力等材料特性自动调整进给速度与切削深度。
4.浮雕镜像修正
通过“垂直镜面+三维凸凹变形”功能,解决双面对称雕刻的路径同步问题。
5.免费版功能开放
基础版免费提供矢量化、浮雕生成功能,满足小型工作室需求。
6.中文操作环境
全界面汉化降低使用门槛,参数设置提示本土化(如“吃刀量”“扫底”)。
常见问题解决方法
1.生成机器代码为空文件怎么办?原因:Z轴零点未对齐或浮雕模型超出加工平面。
解决:进入CAM模块手动设置Z最大值为0,或使用“抬高0平面”功能补偿10条(0.1mm)。
2.STL格式输出失败怎么办?
原因:旧版输出选项兼容性差。
解决:v4.6版选择第二种STL输出模式(快速模式),避免使用死机选项。
3.浮雕切割后文字断裂怎么办?
原因:复杂排版切割线定位偏差。
解决:启用“按书签分割”替代自动切割,或调整分辨率>0.2mm。
4.扫描件矢量化失真怎么办?
原因:图形噪点多或分辨率<200DPI。
解决:TypeEdit模块中使用“节点平滑”工具,设置弧线拟合阈值>0.5mm。
5.加工耗时过长怎么办?
原因:浮雕网格密度过高或刀具重叠率设置过大。
解决:将分辨率从0.1mm调整为0.2mm,重叠率降至30%。
-
 247M 简体中文 2025-06-23
247M 简体中文 2025-06-23